| Issue |
EPJ Nuclear Sci. Technol.
Volume 12, 2026
|
|
|---|---|---|
| Article Number | 16 | |
| Number of page(s) | 16 | |
| DOI | https://doi.org/10.1051/epjn/2026012 | |
| Published online | 11 June 2026 | |
https://doi.org/10.1051/epjn/2026012
Regular Article
A comparative study of production methods for nuclear-grade boron carbide powder
1
Georgian Institute of Stable Isotopes, 1 Alio Mirtskhulava St., Tbilisi 0119, Georgia
2
Jiangsu Zhengbonuo Technology Development Co. Ltd., 8 Fujin Road, Taixing, Jiangsu, 225400, P.R. China
3
Georgian Technical University, 77 Kostava St., Tbilisi 0175, Georgia
* e-mail: This email address is being protected from spambots. You need JavaScript enabled to view it.
; This email address is being protected from spambots. You need JavaScript enabled to view it.
Received:
21
November
2025
Received in final form:
13
April
2026
Accepted:
23
April
2026
Published online: 11 June 2026
Abstract
Two industrial-scale methods for synthesizing nuclear-grade boron carbide (B4C) powder have been investigated and compared: direct synthesis from elements and carbothermal reduction. A series of experiments using different boron (isotopically enriched 10B and 11B) and carbon sources (carbon black and graphite powder) has been conducted. The synthesized powders have been analyzed for their chemical composition, purity, morphology, and particle size distribution. It was found that the carbothermal reduction, while producing chemically pure boron carbide, results in significant loss of boron due to the volatility of boron oxides, leading to a boron-deficient product with elongated, platelet-shaped particles. In contrast, direct synthesis from elements enables precise control over the B/C ratio and produces powders with polyhedral particles. However, the products of the direct synthesis method are often contaminated with impurities from the raw boron material, requiring subsequent mechanochemical treatment to achieve nuclear-grade purity. Both methods face challenges with morphological heterogeneity when scaled up, primarily due to temperature gradients within large powder volumes, which can also be addressed by mechanochemical treatment. As for loss of isotopic boron in the carbothermal process, it is 25–35%, while in direct synthesis it is 5–6%.
© Z. Mestvirishvili et al., Published by EDP Sciences, 2026
 This is an Open Access article distributed under the terms of the Creative Commons Attribution License (https://creativecommons.org/licenses/by/4.0), which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited.
This is an Open Access article distributed under the terms of the Creative Commons Attribution License (https://creativecommons.org/licenses/by/4.0), which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited.
1. Introduction
Boron-containing materials play a very important role in nuclear industry. Boron carbide, boric acid and several other boron compounds are indispensable in nuclear reactors thanks to the unique nuclear properties of the 10B isotope. 10B isotope has a high capture cross section for (epi)thermal neutrons, which is why boron and its compounds and composites are widely used for materials intensively interacting with neutron radiation [1]. Despite decades of effort, 10B4C is an indispensable absorbent element in nuclear reactor emergency protection and control rods [2].
Despite its favorable nuclear properties, to satisfy growing requirements of modern technologies some of the boron carbide ceramic performance characteristics – flexural strength, hardness, fracture toughness, sintering ability, electrical conductivity, etc. – still need improvement and remain a problem [3]. Low fracture toughness negatively affects the machinability of B4C and its resistance to thermal and mechanical shock. Due to its high brittleness, the 10B4C absorber material cannot withstand the stresses generated by radiation in the neutron field. Crystal lattice defects are caused by both internal bombardment of α particles with energy of 2.79 MeV produced in B(n,α)Li nuclear reaction and the residual background of fast neutrons. To prevent this, neutron-absorbing pellets are necessarily heat-treated at 1800 °C [4].
Many of the technical properties listed above depend on both the starting powder and the resulting grain size and shape. In reference [5], where starting powders of 500 nm, 220 nm and 40 nm were used, the influence of grain size and twins on the mechanical properties of ceramics is described. This topic is also discussed by the authors in reference [6], according to this study, the reduced flexural strength of ceramics can be explained by the grain growth and the related formation of boron carbide twins. Specifically, recrystallized grains cause a decrease in the proportion of intercrystalline fracture and an increase in the proportion of transcrystalline fracture.
Boron carbide belongs to structurally sensitive materials, and most of its features are explained by the structure formed during consolidation. The resulting structure depends on both the ceramic manufacturing conditions and the characteristics of the raw powder. Therefore, the purity, morphology, etc., of the starting powders are of great importance [7].
Today, scientists are working on many methods aimed at developing production technologies for raw boron carbide powders, as well as composite powders based on boron carbide. The authors of reference [8] have an interesting study, using a low-temperature method and a liquid charge, where they used sucrose and boric acid as sources of boron and carbon. The authors focus on the homogeneous distribution of intermediate compounds – boron oxide and amorphous coal – during the process. They conclude that obtaining fine powders of boron carbide using liquid charge in the form of aqueous plus organic compounds solutions and suspensions is a highly prospective route for developing ceramics with advanced mechanical properties.
The authors of reference [9] conducted extensive work on obtaining boron carbide powder from mono- and polysaccharides. From 1400 to 1700 °C, their product already consists of the boron carbide phase, but an increase in temperature leads to the formation of large aggregates, which approach 50 μm in size and are composed of well-connected crystallites with a diameter of about 10 μm and 2–3 μm thick. The main problem of the method is the removal of excess carbon from the system, since according to standards there are strict requirements for the amount of both excess and free carbon.
Unlike the above methods of preparation of boron carbide powder, the magnesiothermic reduction allows one to obtain a high-purity material of a more accurate stoichiometric composition. Reference [10] considers the main characteristics of boron carbide powder obtained by magnesiothermic reduction and presents the results of the study of some properties of monolithic high-purity boron carbide. Total impurities do not exceed 0.35 wt.%. The content of free carbon ranges from 0.5 to 1.5 wt.%. The presence of free carbon in the powder, and subsequently in the final products, has a very significant impact both on the manufacturing technology of products and on the properties of parts under various operating conditions (corrosion resistance, pressing ability, mechanical properties, etc.). The most commonly used parameters in practice are bulk density and green density. These values depend on the shape of the particles and the particle size distribution. According to these indicators, boron carbide produced by the magnesiothermal method is the best. The disadvantage of the method is its non-technological nature, namely the trapping of magnesium oxide in the boron carbide grain during synthesis, for which reheating of the powder is used. The magnesiothermal method has also been investigated in reference [11] article, who, along with magnesium oxide, also detected Mg3B2O6 in the reaction product. If the component ratio was changed to reduce byproducts, the carbon content would increase. As the reaction progressed, the layer of products gradually became too thick for the elemental boron to pass through and participate in the reaction with the carbon core.
Another method for producing nuclear-grade boron carbide powder is direct synthesis from the elements, either in resistance furnaces or electromagnetic induction furnaces. This method is best for obtaining boron carbide of defined stoichiometry, because by adjusting the amount of the components, the amount of boron in the product is well controlled [12]. By changing the electromagnetic frequency, a rapid reaction can be carried out, which prevents grain growth. However, this method is more expensive, as elemental boron is more expensive than boric oxide or boric acid. The product is also more expensive due to the loss of amorphous boron at the previous stage – under optimum electrowinning conditions, the loss of boron is up to 10% at the electrolysis stage [13]. The authors of reference [14] article conducted extensive research in this direction. They studied the synthesis process in the range of 1700–1970 °C with different holding time. They obtained a fine-grained powder with a morphology characteristic of boron carbide in a short time, albeit with a product loss of 4.2–6.9 wt.%. The latter is explained by the high content of boric oxide in the initial boron powder.
Another study [15] investigated boron carbide powders synthesized by rapid heating of mixtures of boric acid and a carbonizing binder. The authors correctly focused on the main problems of the method, which are the large losses of boron during slow heating and the grain shape, which they tried to correct by increasing the reaction temperature and heating rate. The carbothermal reaction proceeds through both the gas–solid and liquid–solid mechanisms. It is likely that the first type of reaction produces elongated platelets with a layered structure, while the second type of reaction produces fine-sized particles with a truncated polyhedron morphology. A similar assumption is made by Andrievski [16], who discusses the production of boron carbide nanoparticles of both standard shape and nanowires, nanofibers, nanosheets, and nanobelts by the gas–solid mechanism. The authors [15] attempted to regulate the grain size by controlling the synthesis mechanism, for which they used an excess amount of boron. This method is not suitable for obtaining nuclear-grade boron carbide powders, where one of the goals is to reduce isotopic boron losses.
Microwave sintering is currently of great interest as a viable route to rapidly densify boron carbide greenbodies into compact ceramic monoliths. The irradiation process converts electromagnetic energy into thermal flux inside the ceramic particles and facilitates their heating [16]. It is even more interesting to use this method to obtain powders, since the introduction of this method in production makes it possible to reduce both energy consumption and regulate powder parameters. Microwave forward power, which influences the synthesis of boron carbide, is also evaluated for both stoichiometric and hyperstoichiometric raw materials [17]. Disordered carbon black is characterized by a high dielectric loss tangent, which makes it a good microwave absorber, promoting heating to the reaction temperature very rapidly. However, the reaction is sensitive to the precursor content. According to the authors, increasing the boric acid proportion, the reactivity falls drastically and traces of hyperstoichiometric boron carbide were observed [18]. Overall, this method is promising and even more interesting if boric oxide, rather than boric acid, is used as the raw material.
Raw materials characteristics.
Depending on the field of application, the requirements for the quantity and characteristics of nuclear boron carbide powder vary. Added to this are the specific requirements of the user (depending on the type of reactor, standards, etc.), which in many cases complicate the technology and make additional processes necessary. Accordingly, the production method, as well as complex and combined technological stages and parameters are selected.
The aim of our work is to study and compare the two production methods of nuclear-grade boron carbide powder that dominate the nuclear industry – synthesis from elements and carbothermal reduction, to identify their advantages and disadvantages, and to develop ways to overcome the latter.
2. M aterials and methods
Various types of boron and carbon sources were used for the study. Some of the powders were ready-to-use in the experiment, while others required preparation. In the case of direct synthesis from the elements (DSE), Carbon Black P-803 was used, which was preheated at 250 °C to remove volatile compounds. For carbothermal reduction (CR), we used Carbon Black ENSACO 250P and Graphite powder TIMREX KS6 without preheating.
Table 1 shows the raw material characteristics. The 11B powder obtained by decomposition of diborane is much purer than the briquettes of 10B obtained by electrolysis, so it was only washed in hot water to remove the main impurity boron oxide. In contrast, the 10B briquettes, according to EDS analysis they were so contaminated that any other type of analysis would be futile and it was chemically treated as follows.
Technological parameters of boron carbide powder production.
The 10B briquettes were milled in a high-energy planetary mill for 5 min, then washed in hot water, filtered and chemically treated to remove metal impurities and salts with a mixture of HCl and H2SO4 at 90–110 °C. To remove the dirty acids, the solution was decanted repeatedly with acidified water. To prevent hydrolysis of the salts in an alkaline environment, the pH was 2–3. To prevent powder aggregation, the powder was washed and filtered through a Buchner funnel using water and alcohol. The filtered powder was dried at 90–110 °C for 16 h. X-ray diffraction (XRD) analysis, mass spectrometry, automatic carbon analyzes, scanning electron microscopy, chemical analysis and spectral analyze were performed on the obtained boron powders. XZG-4A; MI-1201, CS-800, JEOL-JSM 6510 LV equipped with an energy-dispersive X-ray spectrometer (EDS) “X-MaxN” and other laboratory equipment were used.
The H310BO3 powder was converted into boron oxide by dehydration at 550 °C under a nitrogen environment. After milling, 10B2O3 powder was dry-mixed with ENSACO 250P and TIMREX KS6, and the mixture, slightly moistened with acetone, was cold-pressed to produce tablets at a pressure of 10 MPa.
Carbothermal reduction of the 10B2O3/C tablets was carried out in an induction heating furnace IST-0.16 (2.4 kHz, Georgia) in argon at atmospheric pressure. The reacting components were taken according to theoretical stoichiometry. DSE was performed on both IST-0.16 and SSHV (Russia) resistance heating furnaces. The powders were mixed using a wet method in a paddle mixer, in which pre-prepared 10B and 11B powders were mixed for 2 h with Carbon Black P-803 in an alcohol medium. Carbon black P-803 was used in 5% excess over the stoichiometric amount, since it is known that at high temperatures this product loses 5% due to volatile impurities. The mixture was dried at 90–110 °C for 16 h, slightly moistened with alcohol and cold-pressed to produce tablets. X-ray structural analysis, carbon analysis, scanning electron microscopy, PSD, chemical analysis and spectral analysis were performed on powders obtained by DSE and CR. PSD was determined on an analysette 22 by Laser Diffraction method, measurement range was 0.31–300.74 μm, and the Fraunhofer Calculation was selected. Chemical analysis was performed according to ASTM C791, the testing standard for nuclear-grade boron carbide. Total boron and boron oxide (also known as soluble boron) were determined by titrimetry, total carbon by combustion and gravimetry, and metallic impurities by spectrometric method. Table 2 shows the technological parameters for the production of boron carbide powders.
In the sample designation, CR denotes the CR method, P – 250 grade carbon, KS – graphite, DS – DSE method, I – synthesis carried out in an induction heating furnace, R – synthesis carried out in a resistance furnace. In the method description, WCP stands for that CR was carried out without cold pressing the mixture, it was not briquetted. CRP1, CRP2 and CRKS powders are synthesized under the same conditions, during one technological process. All other synthesis processes were carried out separately. The synthesis parameters varied depending on several factors. The temperatures were selected according to the reaction type. The holding time was determined by reaction type and crucible size, i.e. by powder weight. The cooling time was determined by powder weight and furnace type, while the pressure depended on the furnace type and reaction type. The morphology, phase, and chemical composition of the synthesized powders were studied, and some of the powders were subjected to mechanochemical treatment. Specifically, the powder was wet-ball-milled in an attritor mill using 52 100 steel balls as the grinding media for 2 h. This type of steel is used due to its high wear resistance and high iron content (96%). The main contaminant is mainly iron, which constitutes 3–4% of the boron carbide powder after 2–2.5 h of milling; this iron can be readily removed by chemical treatment. The chemical treatment was identical to that described above, except that nitric acid was used as the reagent.
3. Results and discussion
SEM images, EDS and X-Ray analysis results of raw 10B and 11B materials before and after treatment are shown in Figure 1.
 |
Fig. 1. SEM analysis of 10B powder before (a, b) and after (c, d) mechanochemical treatment, 11B powder (e) and X-Ray diffraction pattern of 11B raw powder (f). |
As we can see in Figures 1a and 1b the boron obtained by the electrolysis process is heavily contaminated with impurities and has a glazed monolithic structure. Even with its extensive mechanochemical treatment, it is difficult to obtain pure powder (Figs. 1c and 1d). Impurities, which are usually very fine-grained, easily oxidize and further contaminate the product. The mean particle size of 10B powder after mechanochemical treatment is 1–2 μm. 11B powder is relatively fine-grained and pure. After washing in hot water, it contains only amorphous boron phase with a mean particle size of 0.5 μm (Figs. 1e and 1f).
The main cause of boron oxidation is impurities. Boron obtained by electrolysis, regardless of chemical treatment, usually contains many impurities. Their sources are Monel-cathode, graphite crucible-anode, electrolyte and milling media. Impurities, even in small amounts, cause severe oxidation of boron. Figure 2 presents a SEM and EDS study of boron powder obtained by electrolysis (a, b) and by decomposition of diborane (c, d) stored under identical conditions for 10 years (NHTCG).
 |
Fig. 2. SEM and EDS images of boron powder obtained by electrolysis (a, b) and decomposition of diborane (c, d). |
 |
Fig. 3. SEM and EDS images of graphite powder. |
From Figures 2a and 2b it can be seen that the boron powder containing metallic impurities within the measurement limit, promotes the oxidation of boron to such an extent that the boron content is reduced to 74 at.%. The oxidized areas appear to consist predominantly of boron oxide. This interpretation is consistent with the phase morphology observed in Figure 2a (SEM) and corroborated by the EDS analysis (Spectrum 1, 2 Fig. 2b), wherein a strong oxygen signal is detected alongside boron. While EDS quantification of light elements such as boron and oxygen is inherently semi-quantitative, the oxygen content in these regions appears to significantly exceed the stoichiometric amount required solely for the oxidation of the metallic impurities present (Cu, K, Si, Ni, Fe – each ≤0.1 at%). The same pattern is observed in the pure boron obtained from diborane decomposition (Figs. 2c and 2d, Spectra 2, 3). In regions where metallic impurities are below the detection limit, oxygen is present only in minor quantities (Spectrum 2), whereas in regions where metals are detected at concentrations of 0.2 at% and below, the oxygen content increases appreciably. Nevertheless, compared to the electrolytic boron, the overall extent of oxidation remained negligible. These observations suggest that metallic impurities may play a significant role in promoting the oxidation of boron. Consequently, the control of metallic impurity levels warrants careful consideration in the production of boron carbide powders and bulk samples. SEM and EDS analysis of the Carbon Black 250P and TIMREX KS6 graphite powders confirmed that both powders are pure, containing only carbon. KS6 is plate-like (Fig. 3a), while 250P is nano-sized (Fig. 3b).
Table 3 presents the characteristics of boron carbide powders. The numbers in italics indicate the results of SEM and EDS studies, which are approximate values due to the low accuracy class of the method. Normal numbers indicate the results of PSD and results of chemical analysis, spectrochemical analysis and total carbon analysis by ASTM C791, which are much more accurate (the methods are described above.). According to EDS analysis, the CRP1 has a low boron content. The main element is carbon, about 85 wt.%. This is confirmed by the X-ray diffraction pattern, which shows that the main phase is carbon, and the second phase is boron carbide (Fig. 4a). The apparent discontinuity in Figure 4a arises from the use of two acquisition ranges with different measurement conditions. The boron carbide phase is fine-grained, although bound in clusters and with insufficient boron content (Fig. 4b, spectrum 22). The SEM image taken in Backscattered Electron mode (BEC, designed for phase differentiation) clearly shows the main phase, light-colored background – unreacted carbon with a morphology similar to raw carbon black 250P. A large part of the boron was likely lost due to the evaporation of boron oxide. Boron oxide loss during CR is well known and is caused by intense evaporation at the high temperatures and long duration required for CR [19]. The loss of boron oxide loss is also facilitated by the formation of an intermediate product – volatile boron suboxide (B2O2) in the gas phase [20].
Characteristics of boron carbide powders.
 |
Fig. 4. X-Ray diffraction pattern (a), SEM and EDS images (b) of the CRP1. |
CRP2 powder is relatively better in terms of boron content. However, boron loss is still high and the product does not meet the requirements for nuclear-grade boron carbide. In Figure 5, 10 μm boron carbide particles bound together in clusters and large areas of unreacted carbon in the CRP2 powder can be seen, as confirmed by EDS analysis (Fig. 5b, spectrum 8).
 |
Fig. 5. SEM and EDS images of the CRP2. |
The relatively high boron content in CRP2 compared to that in CRP1 powder is due to the cold pressing of the mixture. In dense tablets, the distance between particles is small, the contact area between particles is increased, and reaction time is reduced. This leads to a decrease in boron loss. In CRP2, along with standard polyhedral grains, there are elongated platelets of boron carbide, some of which exceed 150 μm in length (Figs. 5a and 5b, spectrum 7). The formation of large and elongated platelets has been described in detail by Feng et al. [15] and Weimer et al. [21], in which temperature and heating rate, along with the stoichiometry of the components, are important factors for grain formation. In particular, conditions that promote gas–solid interface reactions lead to the formation of elongated platelets, while liquid–solid interface reaction conditions lead to the formation of fine-grained polyhedral grains.
 |
Fig. 6. SEM (a) and X-Ray diffraction pattern (b) of CRKS. |
 |
Fig. 7. SEM (a) and X-Ray diffraction patterns (b) of the DSI1. |
A similar result is observed in CRKS powder, where a large amount of unreacted graphite powder can be seen along with standard and elongated boron carbide grains (Fig. 6a). X-ray diffraction pattern also confirms the presence of only two phases – large amounts of graphite (diffraction peak at 26.6° 2Θ) and boron carbide (diffraction peaks at 37.8°, 35.0°, 23.5° and 22.0° 2Θ, Fig. 6b). It seems that the type of raw carbon does not play a decisive role in the formation of elongated particles, however, it is important to carry out the reaction to completion within a short time. The mechanism of formation of elongated grains has not been fully studied and substantiated. There are several hypotheses, most authors of which agree that the formation of such particles is caused by gas–solid or vapor–liquid–solid (VLS) phase reactions [15, 16, 19, 21]. There is a difference of opinion on the chemical reactions and parameters that influence the formation of elongated particles. According to Thevenot, the CR process takes place in two stages [22]:
 (1)
(1)
 (2)
(2)
According to this opinion, the first reaction occurs between the liquid and gaseous phases, and the boron carbide phase is obtained by the interaction of the liquid boron and solid carbon phases. However, when discussing other chemical vapor deposition (CVD) reactions, Thevenot confirms that whiskers and platelets are obtained. Alizadeh agrees with the reactions (1) and (2), but only up to 1400 °C [23]. At higher temperatures, he shares the well-known view that the reaction may occur with both liquid boron oxide and gaseous boron sub-oxide [B2O2(g)] to produce boron carbide. Carbothermal reduction starts instantaneously at high temperatures and proceed at high rates. A prerequisite for this are rapid gas-phase reactions. According to Weimer et al. [21], this gas is B2O2, which is synthesized at relatively low temperatures under reducing conditions and provides a gas–solid mechanism:
 (3)
(3)
 (4)
(4)
According to this assumption, boron is transported to the carbon particles, and crystal growth occurs on the latter. Several factors contribute to the growth of elongated grains on a carbon particle. Comparing CRP and CRKS powders, elongated particles were formed where the briquette density was high. No elongated grains were formed in the low-density CRP1 sample despite similar synthesis conditions. This suggests that a certain concentration of gaseous phases is necessary for the growth of such shaped particles. This is confirmed by Carlsson et al. They also observed the influence of B2O3/C ratio and metal impurities. The more carbon was added to the reaction mixture the more abundant was the formation of bird’s nests and long, thin whiskers [24]. The influence of metallic impurities is confirmed by Jazirehpour et al. [25]. The authors attribute the growth of elongated grains to the catalytic effect of metals. They suggest that elongated grains can grow either by the mechanisms described above or from a solid–liquid–solid phase, where the liquid phase is a drop of molten metal in which solid phases dissolve and then boron carbide crystallizes.
In general, during the CR process, there is a constant deficiency of boron at the contact points of the reaction, because boron oxides are in the liquid and gaseous phases, where the boron concentration is low compared to carbon. Also, due to the high volatility of boron oxides, some of them are lost without reacting. In our experiments, the boron loss during CR was approximately 25–35%. To obtain near-stoichiometry boron carbide by the CR method, it is necessary to compensate for this deficiency with excess boron oxide. For this purpose, boron oxide is used in an excess of at least 15 mol% [23], and in some cases this excess reaches 75–100% [19]. It should be noted that despite such an excess amount of boron oxide, the powder still does not have a uniform size and polyhedral shape. The latter was achieved in the laboratory using a new apparatus, although 10–20 times more boron oxide was used for this [26].
To reduce the morphological inhomogeneity of the product under CR conditions, it is necessary to rapidly pass through the temperature zones of “structural changes in the melt” and “intensive evaporation” (1000–1500 °C), thereby applying the so-called thermal shock. This will reduce the volatility and loss of boron oxides and, accordingly, increase their concentration on the contact surfaces of carbon. The resulting product will be a boron-rich powder with a relatively homogeneous morphology.
As mentioned in the Introduction, there are often specific and strict requirements for product morphology. In such cases, mechanical processing is necessary. During large-scale production, the mechanochemical treatment of the powder obtained by CR, described in Chapter 2 (Materials and Methods) is not advisable for two reasons: it is not environmentally desirable and the high-purity product is contaminated with iron (from steel balls). Mechanical processing – milling of the powder for homogenization is preferably carried out in a drum mill with cylindrical boron carbide rods of the appropriate isotopic composition enrichment.
Figure 7 shows SEM and X-ray results of the DSI1 sample. According to the images, a pure boron carbide powder was obtained, which is characterized by a large number of submicron grains and a small number of 5–10 μm polyhedral grains. According to the X-ray diffraction pattern and EDS results presented in Table 3, the powder meets the requirements for nuclear-grade boron carbide powder.
 |
Fig. 8. SEM of the DSI1 after mechanochemical treatment. |
Figure 8 presents SEM images of the DSI1 powder at different magnifications after milling and chemical treatment, which was not filtered through a Buchner funnel using alcohol. Without this technological step, the powder is highly agglomerated. Agglomerated particles are as large as the sieve mesh itself, through which the dried powder was sieved (315 μm). Figure 8b shows that the powder is fine-grained, with a mean size of 1 μm, although the bulk products made from it have the same pattern. During the hot pressing stage, grain rearrangement is limited, resulting in a non-uniform microstructure: relatively high density areas with small pores and porous areas with large pores located between these areas (Fig. 9). This is important for 10B, because helium bubbles that form as a result of (n, α) reaction locate on grain boundaries and cause intergranular microcracks [4, 27]. Uniform porosity allows more helium to be expelled from the material, reducing swelling and increasing material life.
Figure 10 shows a photo of DSI2 in a graphite crucible and its X-Ray result. The X-Ray diffraction pattern shows that the product mainly contains boron carbide, with no free carbon observed. The morphology and color of the powder differ between the inner surface and the center of the crucible, as well as between the briquette crust and the briquette core. This difference is likely due to variations in particle size formed as a result of recrystallization. Achieving uniform temperatures in a large industrial induction furnace is impossible. This is because the graphite crucible itself serves as a heating element, and boron carbide has low thermal conductivity. Consequently, the temperature near the crucible walls (heating element) is much higher than that in the crucible’s interior. This issue is further compounded by the large amount of powder and the resulting poor heat transfer under vacuum. Regarding radiative heat transfer, uneven heating also occurs: the briquette crust is heated more intensely, while the briquette core is heated less.
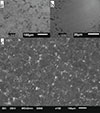 |
Fig. 9. Optical microscopy (a – x200, b – x1000) and SEM images (c) of the DSI1 after hot pressing. |
 |
Fig. 10. Photo (a) and X-Ray diffraction patterns (b) of the DSI2. |
 |
Fig. 11. SEM and PSD of the DSI2. |
Figure 11 shows the SEM image and PSD measurement results of the DSI2. Grains of 5–10 μm in size exhibit typical twinning. Despite their size and number, elongated plate-like crystals are not found. The fine grains are submicron in size and also polyhedral in shape (Fig. 11a). It is evident from the PSD graph that there is a considerable amount of powder below the lower measurement limit of the device (0.3 μm). Accordingly, the submicron grains are more than 15% by volume. Such PSD is not optimal because recrystallization occurs easily during hot pressing and a coarse-grained structure is obtained.
 |
Fig. 12. SEM and X-Ray of the DSI3. |
DSI3 powder is relatively fine-grained, although there are also many large particles (Fig. 12a). The boron carbide structure is well formed. The diffraction peaks corresponding to the crystallographic planes are all well-defined except for (012) (Fig. 12b), which is slightly broader and has lower intensity than given than the standard peak [28]. The (101) and (003) peaks also have low intensity. This distortion may be due to the presence of a highly dispersed fraction, or the reaction did not proceed completely due to the large amount of powder. Free carbon in the form of graphite is not observed. Elongated flat crystals are not observed in this sample either. Compared to DSI2, the finer grain size is due to a relatively lower synthesis temperature.
 |
Fig. 13. SEM (a) and X-Ray diffraction pattern (b) of the DSR1. |
Most of the factors affecting twinning – synthesis temperature, heating and cooling rates, impurity content, stoichiometry and others – are similar to those for the powders described above. The heating rate is high, the cooling rate is very slow, the synthesis temperature is high. There are differences in stoichiometry and impuritiy content, but this does not change the general picture – twinning is observed in the induction heating furnace for both the CR and DSE processes.
 |
Fig. 14. SEM (a, c) and X-Ray diffraction patterns (b, d) of the DSR2 and DSR3. |
The following powders are made in a resistance furnace where the crucible diameter is relatively small, the heating zone has a large vertical height, the powders are weigh one-third as much as DSI2 and DSI3 and the mass transfer is better. The SEM imaging and X-ray results for DSR1 are presented in Figure 13. The powder is fine-grained, with an average grain size of about 0.5 μm. According to the X-ray diffraction pattern, the boron carbide phase is not fully formed. The (104) and (021) crystallographic planes of the crystallites are standard, while (101), (003) and (012) are not well developed, they are broader, and have lower intensity [28]. Free carbon in the form of graphite is not observed. The diffraction pattern reveals the presence of amorphous carbon, manifested as a weak, broad, diffuse halo centered at ∼26° (2θ). DSR1 contains significant amounts of impurities and low boron content. According to the results of morphological and phase analysis, a similar picture is observed in DSR4, despite its different chemical composition and the holding time at the maximum temperature, which was twice as long as that for DSR1. Despite the insignificant amount of impurities and the high boron content, the boron carbide phase is not fully formed in DSR4. Of the factors affecting boron carbide particle size, shape, and phase formation, temperature is likely the most crucial.
Figure 14 shows X-ray diffraction patterns and SEM images of DSR2 and DSR3. With an increase in temperature by 20°, grains enlarged due to recrystallization appear, the size of the fine fraction also increases slightly, so that the average grain size of the powders reaches 1 μm. A similar trend is observed in DSR2 and DSR3. Despite the different free carbon content in these powders, the crystallographic structure of boron carbide is similar (Figs. 14b and 14d). The structure of boron carbide is well-formed, but incomplete. The (101), (110), (104), and (021) crystallographic planes are standard, while (003) and (012) have low intensity and are slightly broader. Free carbon is not detected in the form of graphite; it is observed in the form of amorphous carbon – clearly detected in one case, while in the other, a slightly broadened peak is observed. Doubling the synthesis time in the DSR3 did not have a significant effect on the formation of the boron carbide phase, only the grain size increased slightly.
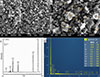 |
Fig. 15. SEM (a, b), X-Ray diffraction pattern (c) and EDS images (d) of the DSR6. |
With increasing temperature from 1820 °C to 1840 °C, the grain size hardly changed. The results of the 1 h synthesis (DSR5) are the same as those for DSR3. Interestingly, in the DSR6 powder, the 2 h synthesis produced a fully formed boron carbide phase at 1840 °C. All crystallographic planes are fully formed and grain size and shape are preserved (Fig. 15).
Along with the boron carbide phase, the graphite phase is also well formed. Graphitization of the carbon black at the synthesis temperature was likely caused by the prolonged synthesis time and the presence of impurities such as iron, chromium, nickel, calcium, and others. Graphitization of carbon is a detrimental occurrence in the synthesis of boron carbide, as it leaves unreacted free carbon in the form of graphite in the synthesized product. In addition, this process reduces the amount of carbon black in the mixture, which is the driving force for the synthesis reaction. Carbon particles with a large surface area always contain adsorbed oxygen molecules. The latter oxidize the carbon to form carbon monoxide. Carbon in the form of carbon monoxide is transported toward boron, where boron carbide is synthesized, while carbon dioxide is reduced to carbon monoxide (Eqs. (5)–(7)) [29].
 (5)
(5)
 (6)
(6)
 (7)
(7)
This assumption is supported by the fact that the synthesis reaction proceeds much faster than is possible under conditions of solid-phase reaction and low diffusion rates of solid phases. If we accept this hypothesis and assume that during the DSE process, only carbon is in the gaseous phase (in the form of CO and CO2) and not boron, then mass transfer occurs in only one direction – from carbon to boron, and the crystallization centers of boron carbide grains are boron particles, not carbon particles. This alone explains the fact that among the DSI1–DSI3 powders, the DSI1 powder made from fine-grained boron obtained by the diborane decomposition method is much finer than the others.
This mass transfer hypothesis is supported by the facts that elongated grains are not found in powders obtained by direct synthesis and the boron loss is almost equal to 2.5–3.5% (before mechanochemical treatment), despite a variety of conditions. This applies to both DSI and DSR powders.
Boron carbide powders obtained by the DS method contain about 1–2% iron (Tab. 3), which does not meet the requirements. After the mechanochemical treatment described in Chapter 2, the iron content is reduced to 0.2–0.3%. This process ensures not only the purification of the product, but also the homogenization and activation of the powder. After mechanochemical treatment, the boron loss increases to 5–6%, which increases the cost of the product. However, this loss is acceptable from a cost-benefit perspective, as the powder’s sinterability and ability to be hot-pressed are significantly improved.
4. Conclusions
Two industrial methods for synthesizing nuclear-grade boron carbide powder were evaluated: direct synthesis using amorphous boron and carbon black, and the carbothermal reduction of boron oxide. In both methods, the produced powder exhibited non-uniform morphology. This heterogeneity is attributed to production-scale challenges, including the use of a large crucible, a large powder volume, low heat transfer efficiency, and consequent temperature gradients within the powder bed.
Compaction of the mixture was found to be necessary to achieve complete reaction and minimize the loss of isotopic boron.
The carbothermal reduction process yields chemically pure boron carbide powder with elongated particles, a morphology attributable to a mass transfer mechanism mediated by liquid and gaseous boron oxides. However, the high volatility of these oxides causes significant boron loss, (approximately 25–35%), resulting in a boron-deficient final product.
Direct synthesis from the elements enables the production of boron carbide powder with a controllable B/C ratio and a polyhedral particle morphology. Boron loss is limited to 5–6%. The particle size of powder is proportional to the particle size of the raw amorphous boron powder and is primarily determined by it. It is also influenced by the synthesis temperature and the presence of impurities. The temperature required for complete phase formation is 1840 °C. The final product is contaminated with impurities originating from the raw amorphous boron powder obtained by electrolysis of molten salts.
Of the two methods studied, the synthesis method from elements is more advantageous in terms of product cost-benefit. However, if boron loss can be reduced, which is possible if a “thermal shock” (rapid heating) is successfully implemented, the carbothermal reduction method would become advantageous.
To reduce impurities and achieve a uniform morphology, a mechanochemical treatment is required. This treatment must be followed by filtration of the powder through a Büchner funnel to prevent agglomeration and binding. The resulting product meets the specifications for nuclear-grade powder and is suitable for hot-pressing into absorbent pellets.
Funding
This research did not receive any specific funding.
Conflicts of interest
The authors declare that they have no competing interests to report.
Data availability statement
This article has no associated data generated or analyzed.
Author contribution statement
Conceptualization, Z.M.; Methodology, Z.M.; Software, L.N.; Validation, N.J. and L.N.; Formal Analysis, N.J.; Investigation, Z.M.; Resources, Z.M.; Data Curation, N.J.; Writing – Original Draft Preparation, Z.M.; Writing – Review & Editing, L.N.; Visualization, L.N.; Supervision, Z.M.
Acknowledgments
The authors acknowledge the material and technical support of the National High Technology Center of Georgia and Spectra Gases Georgia LLC for the research.
References
- L. Chkhartishvili, S. Makatsaria, N. Gogolidze, O. Tsagareishvili, T. Batsikadze, M. Mirzayev, S. Kekutia, V. Mikelashvili, J. Markhulia, T. Minashvili, K. Davitadze, N. Barbakadze, T. Dgebuadze, K. Kochiashvili, R. Tsiskarishvili, R. Chedia, Obtaining boron carbide and nitride matrix nanocomposites for neutron-shielding and therapy applications, Condens. Matter 8, 92 (2023), https://doi.org/10.3390/condmat8040092 [Google Scholar]
- V. Kvatchadze, I. Bairamashvili, A. Mikeladze, D. Gventsadze, Z. Mestvirishvili, L. Chkhartishvili, Boron carbide based ceramics for dry friction units, Solid State Sci. 142, 107244 (2023), https://doi.org/10.1016/j.solidstatesciences.2023.107244 [Google Scholar]
- L. Chkhartishvili, A. Mikeladze, N. Jalabadze, L. Nadaraia, T. Korkia, R. Chedia, New low-temperature method of synthesis of boron carbide matrix ceramics ultra-dispersive powders and their spark plasma sintering, Solid State Phenom. 331, 173 (2022), https://doi.org/10.4028/p-8n6hzy [Google Scholar]
- Z. Mestvirishvili, S. Zurabishvili, T. Mestvirishvili, K. Bluashvili, A. Sichinava, N. Jalabadze, Effect of thermal treatment on hot-pressed isotopically modified boron carbide 10B4C, Nano Stud. 19, 145 (2019), https://doi.org/10.52340/jns.2019.19.145 [Google Scholar]
- B.M. Moshtaghioun, D. Gomez-Garcia, A. Dominguez-Rodriguez, R.I. Todd, Grain size dependence of hardness and fracture toughness in pure near fully-dense boron carbide ceramics, J. Eur. Ceram. Soc. 36, 1829 (2016), https://doi.org/10.1016/j.jeurceramsoc.2016.01.017 [Google Scholar]
- L. Chkhartishvili, A. Mikeladze, O. Tsagareishvili, V. Kvatchadze, V. Tavkhelidze, Z. Mestvirishvili, D. Driaev, N. Barbakadze, L. Nadaraia, K. Sarajishvili, I. Jinikashvili, M. Buzariashvili, R. Chedia, Advanced boron carbide matrix nanocomposites obtained from liquid-charge: focused review, Condens. Matt. 8, 37 (2023), https://doi.org/10.3390/condmat8020037 [Google Scholar]
- Z. Mestvirishvili, V. Kvatchadze, I. Bairamashvili, N. Jalabadze, T. Mestvirishvili, Development of the method of production of the ultrafine macrohomogeneous composite powder, Mater. Sci. Technol. 36, 323 (2020), https://doi.org/10.1080/02670836.2019.1705046 [Google Scholar]
- A. Mikeladze, R. Chedia, L. Chkhartishvili, O. Tsagareishvili, N. Barbakadze, K. Sarajishvili, T. Korkia, M. Darchiashvili, V. Ugrekhelidze, Liquid charge precursors for production of B4C–MeB2 fine composite powders, in Proceedings of 4th International Conference “Modern Technologies and Methods of Inorganic Materials Science”, Tbilisi, Georgia, 2021, pp. 121–126 [Google Scholar]
- D. Kozień, P. Jeleń, M. Sitarz, M.M. Bućko, Synthesis of boron carbide powders from mono- and polysaccharides, Int. J. Refractory Metals Hard Mater. 86, 105099 (2020), https://doi.org/10.1016/j.ijrmhm.2019.105099 [Google Scholar]
- I. Bairamashvili, G. Bakhia, S. Loladze, Z. Mikadze, Study of the structure and some properties of high-purity boron carbide, in 4th International Symposium on Boron – Boron, Production, Structure and Properties, Tbilisi, Georgia, 1974, pp. 177–180 [Google Scholar]
- H. Shi, Z. Dou, Y. Meng, T. Zhang, Effects of reactants proportions on features of in-situ magnesiothermic self-propagating high temperature synthesized boron carbide powder, Ceram. Int. 48, 33400 (2022), https://doi.org/10.1016/j.ceramint.2022.07.284 [Google Scholar]
- J.K. Sonber, T.S.R.C. Murthy, K. Sairam, R.D. Bedse, R.C. Hubli, J.K. Chakravartty, Development and production of 10B enriched boron carbide (B4C) pellets for control rod application in PFBR, BARC News Lett. 2015, 259 (2015) [Google Scholar]
- C. Subramanian, A.K. Suri, T.S.R.C. Murthy, Development of boron-based materials for nuclear applications, Barc News Lett. 313, 14 (2010) [Google Scholar]
- A.V. Gubarevich, K. Yoshida, Fast synthesis of fine boron carbide powders using electromagnetic induction synthesis method, Powders 3, 17 (2024), https://doi.org/10.3390/powders3010002 [Google Scholar]
- B. Feng, H.P. Martin, A. Michaelis, Synthesis of boron carbide powder via rapid carbothermal reduction using boric acid and carbonizing binder, Ceramics 5, 837 (2022), https://doi.org/10.3390/ceramics5040061 [Google Scholar]
- R.A. Andrievski, Micro- and nanosized boron carbide: synthesis, structure and properties, Russ. Chem. Rev. 81, 549 (2012), https://doi.org/10.1070/RC2012v081n06ABEH004287 [Google Scholar]
- B. Dyatkin, R.M. Gamache, B.Y. Rock, S.B. Qadri, W.K. Edelen, M. Laskoski, Microwave-assisted pressureless sintering of silicon-reinforced boron carbide composites, J. Solid State Chem. 292, 121659 (2020), https://doi.org/10.1016/j.jssc.2020.121659 [Google Scholar]
- R.F.K. Gunnewiek, P.M. Souto, R.H.G.A. Kiminami, Synthesis of nanocrystalline boron carbide by direct microwave carbothermal reduction of boric acid, J. Nanomater. 2017, 3983468 (2017), https://doi.org/10.1155/2017/3983468 [Google Scholar]
- C.H. Jung, M.J. Lee, C.J. Kim, Preparation of carbon-free B4C powder from B2O3 oxide by carbothermal reduction process, Mater. Lett. 58, 609 (2004), https://doi.org/10.1016/S0167-577X(03)00579-2 [Google Scholar]
- A.W. Weimer, W.G. Moore, R.P. Roach, J.E. Hitt, R.S. Dixit, Kinetics of carbothermal reduction synthesis of boron carbide, J. Am. Ceram. Soc. 75, 2509 (1992), https://doi.org/10.1111/j.1151-2916.1992.tb05604.x [Google Scholar]
- A.W. Weimer, R.P Roach, C.N. Haney, W.G. Moore, W. Rafaniello, Rapid carbothermal reduction of boron oxide in a graphite transport reactor, Am. Inst. Chem. Eng. 37, 759 (1991), https://doi.org/10.1002/aic.690370513 [Google Scholar]
- F. Thevenot, Boron carbide – a comprehensive review, J. Eur. Ceram. Soc. 6, 205 (1990) [Google Scholar]
- A. Alizadeh, E. Taheri-Nassaj, N. Ehsani, Synthesis of boron carbide powder by a carbothermic reduction method, J. Eur. Ceram. Soc. 24, 3227 (2004), https://doi:10.1016/j.jeurceramsoc.2003.11.012 [Google Scholar]
- M. Carlsson, F.J. Garcıa-Garcıa, M. Johnsson, Synthesis and characterization of boron carbide whiskers and thin elongated platelets, J. Cryst. Growth 236, 466 (2002), https://doi.org/10.1016/S0022-0248(01)02272-2 [Google Scholar]
- M. Jazirehpour, H.R. Bahahrvandi, A. Alizadeh, N. Ehsani, Facile synthesis of boron carbide elongated nanostructures via a simple in situ thermal evaporation process, Ceram. Int. 37, 1055 (2011), https://doi.org/10.1016/j.ceramint.2010.11.028 [Google Scholar]
- H. Wei, C. Li, L. Zhao, Y. Lang, X. Deng, F. Wu, C. Wang, Z. Xie, Preparation of submicron boron carbide powder through gas-solid reaction method, Ceram. Int. 45, 14749 (2019), https://doi.org/10.1016/j.ceramint.2019.04.201 [Google Scholar]
- W. Qin, A.K. Chauchan, J.A. Szpunar, Helium bubble nucleation at grain boundaries and its influence on intergranular fracture. Philos. Mag. 99, 679 (2019), https://doi.org/10.1080/14786435.2018.1551634 [Google Scholar]
- International Organization for Standardization. Refractory products – Determination of reduced species in carbon containing refractories by XRD (ISO Standard No. 23071:2021), 2021. https://www.iso.org/standard/74488.html [Google Scholar]
- A. Gubernat, W. Pichór, D. Zientara, M.M. Bućko, Ł. Zych, P. Kozień, Direct synthesis of fine boron carbide powders using expanded graphite, Ceram. Int. 45, 22104 (2019), https://doi.org/10.1016/j.ceramint.2019.07.227 [Google Scholar]
Cite this article as: Zviadi Mestvirishvili1, Nikoloz Jalabadze, Lili Nadaraia. A comparative study of production methods for nuclear-grade boron carbide powder, EPJ Nuclear Sci. Technol. 12, 16 (2026). https://doi.org/10.1051/epjn/2026012
All Tables
All Figures
|
Fig. 1. SEM analysis of 10B powder before (a, b) and after (c, d) mechanochemical treatment, 11B powder (e) and X-Ray diffraction pattern of 11B raw powder (f). |
| In the text | |
|
Fig. 2. SEM and EDS images of boron powder obtained by electrolysis (a, b) and decomposition of diborane (c, d). |
| In the text | |
|
Fig. 3. SEM and EDS images of graphite powder. |
| In the text | |
|
Fig. 4. X-Ray diffraction pattern (a), SEM and EDS images (b) of the CRP1. |
| In the text | |
|
Fig. 5. SEM and EDS images of the CRP2. |
| In the text | |
|
Fig. 6. SEM (a) and X-Ray diffraction pattern (b) of CRKS. |
| In the text | |
|
Fig. 7. SEM (a) and X-Ray diffraction patterns (b) of the DSI1. |
| In the text | |
|
Fig. 8. SEM of the DSI1 after mechanochemical treatment. |
| In the text | |
|
Fig. 9. Optical microscopy (a – x200, b – x1000) and SEM images (c) of the DSI1 after hot pressing. |
| In the text | |
|
Fig. 10. Photo (a) and X-Ray diffraction patterns (b) of the DSI2. |
| In the text | |
|
Fig. 11. SEM and PSD of the DSI2. |
| In the text | |
|
Fig. 12. SEM and X-Ray of the DSI3. |
| In the text | |
|
Fig. 13. SEM (a) and X-Ray diffraction pattern (b) of the DSR1. |
| In the text | |
|
Fig. 14. SEM (a, c) and X-Ray diffraction patterns (b, d) of the DSR2 and DSR3. |
| In the text | |
|
Fig. 15. SEM (a, b), X-Ray diffraction pattern (c) and EDS images (d) of the DSR6. |
| In the text | |
Current usage metrics show cumulative count of Article Views (full-text article views including HTML views, PDF and ePub downloads, according to the available data) and Abstracts Views on Vision4Press platform.
Data correspond to usage on the plateform after 2015. The current usage metrics is available 48-96 hours after online publication and is updated daily on week days.
Initial download of the metrics may take a while.